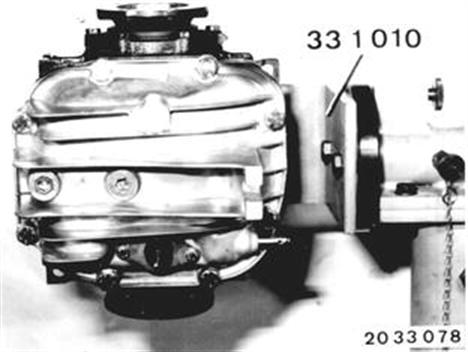
Vehicles after change point in 1982 REPLACING LIMITED SLIP DIFFERENTIAL ASSEMBLY - Final Drive Removed - Remove final drive - see 33 10 010 in repair manual of pertinent model series beginning with 1985 models. Drain oil. Mount final drive on Special Tool 33 1 010. Installation: Add oil. Oil volume*. Refer to Gr. 33 in Operating Material Binder for approved oil.  33 10 010 * See Specifications 33 10 010 * See Specifications
|  |
 |
|
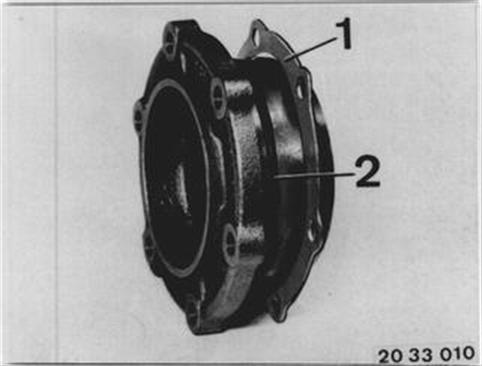
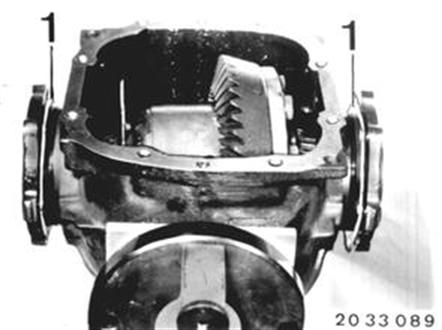
Pry off both drive flanges with a tire iron. |  |
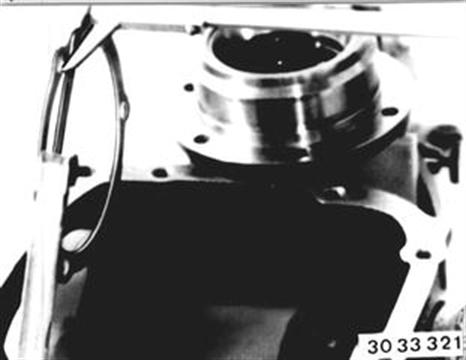
Installation: Before installation of the drive flange, place round wire snap ring (1) in groove of the differential case that both ends are recessed in groove. This prevents lateral bending of the ring. Push in and turn drive flange slightly by hand until round wire snap ring is heard to engage. Replace stretched snap rings. | 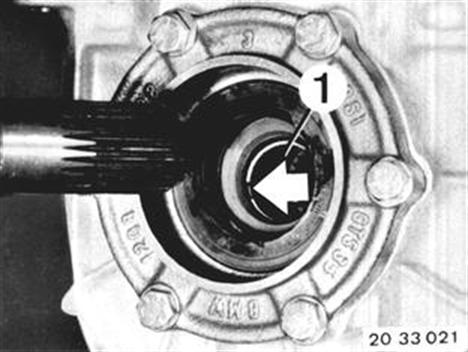 |
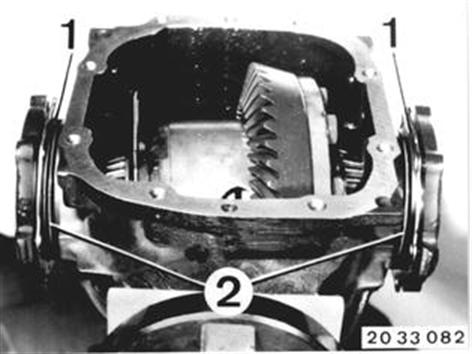
Unscrew both bearing caps. Important! Mark bearing caps and don´t mix them up. Installation: Tightening torque*. * See Specifications
|  |
Differential case bearings and backlash are adjusted with shims (1). Check O-ring (2), replacing if necessary. Important! Changing the total thickness of shims (1) will change the friction torque value. After adjusting the friction torque, the backlash and tooth contact pattern will have to be adjusted again - see 33 12 551. 33 12 551
|  |
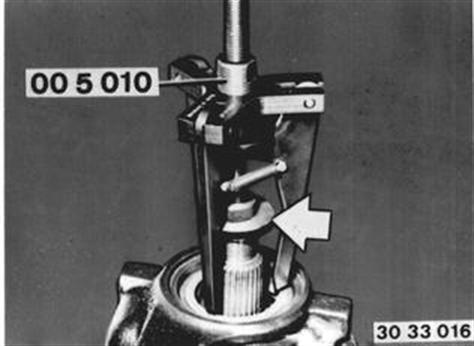
Remove complete limited slip differential. Installation: Don´t bend the pulse spider. |  |
Press off pulse spider. Installation: Press on pulse spider with Special Tool 33 1 358. |  |
Remove ring gear (cold). |  |
Press new tapered roller bearings on to new limited slip differential case cold with Special Tool 33 1 003. Important! Only use the same make for both bearings. Note make - this information is required later to determine the friction torque. |  |
Lift shaft seals out of both bearing caps. | 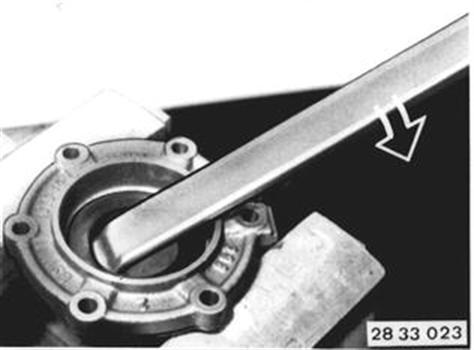 |
Press out bearing outer race with Special Tools 33 1 350 and 33 1 351. Important! Special Tool 33 1 351 must engage in bearing outer race. |  |
Installation: Press in new bearing outer races with Special Tool 33 1 365. | 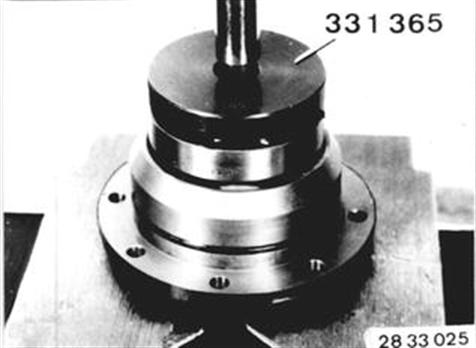 |
 |
|
 |
|
Install new limited slip differential with new bearings. Only use same make for both bearings. Note make. |  |
Lubricate new bearings thoroughly with approved final drive gear lube** and let them drip dry. ** See Gr. 33 in Operating Material Binder
|  |
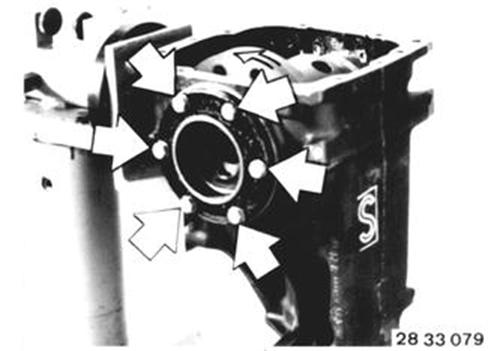
Install side bearing caps as marked with corresponding shims (1), but without O-rings (2) at first. Tighten bearing cap bolts opposite the ring gear end uniformly with correct tightening torque*. * See Specifications
|  |
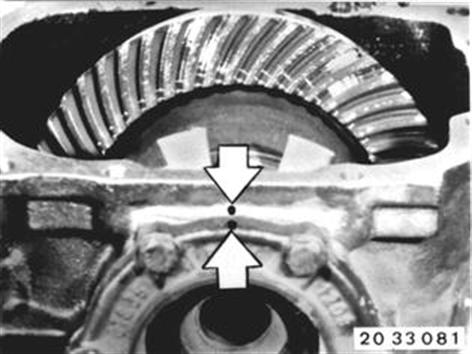
The compensation bore (1), recognized on the outside by tab (2), always faces up in installed position of the transmission. |  |
Axial preload force (4000 N = 882 lbs.) of differential case bearings can be determined wigh help of the friction torque*. Tighten bolts of second bearing cap uniformly only enough, that the differential is still easy to turn. * See Specifications
|  |
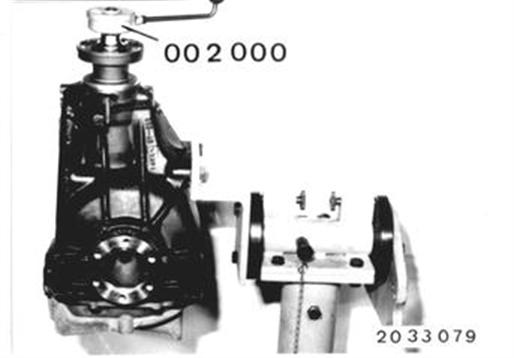
Install an output flange on the end opposite the ring gear and measure the friction torque with a locally manufactured holder with welded nut and friction tester 00 2 000. Turn friction tester at approx. 50 rpm. | 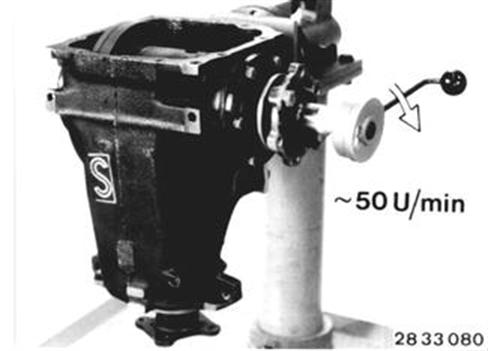 |
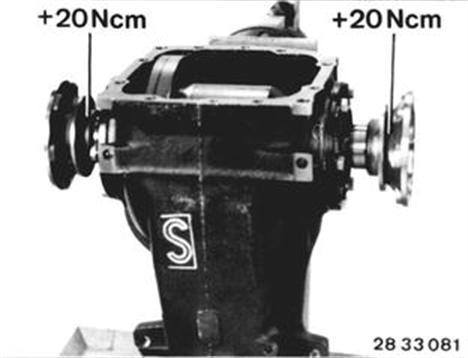
The friction torque* specified in the differential case bearing table* should be reached, but not exceeded. If new shaft seals had already been installed, add 20 Ncm (2 in.lbs.) for each seal in which an output shaft runs while measuring. * See Specifications
|  |
If the given friction torque is not reached, even though both bearing caps are tightened to the correct tightening torque*, a thinner shim must be used on the end opposite the ring gear and the measuring procedures repeated. * See Specifications
|  |
If the friction torque is reached, even though the second bearing cap is not yet tightened to correct tightening torque*, use a thicker shim on the ring gear end and repeat the measuring procedures. * See Specifications
|  |
To make finding the thickness of shims easier, the distance between the shim and case can be measured with a feeler gage blade and this value is then added to the thickness of the used shims. |  |
Example: Second bearing cap not tightened fully (bolts screwed in uniformly). Specified friction torque* (e.g. 190 Ncm = 16.5 in.lbs.) is reached and shaft seals are not yet installed. Gap measured with blade of feeler gage................... 0.20 mm (0.008´´) Used shim thickness........ 1.40 mm (0.055´´) __________________________________ Install shim of thickness ....1.60 mm (0.063´´) and measure again. * See Specifications
|  |
Remove differential case. Arrange side covers and shims; don´t mix them up. | 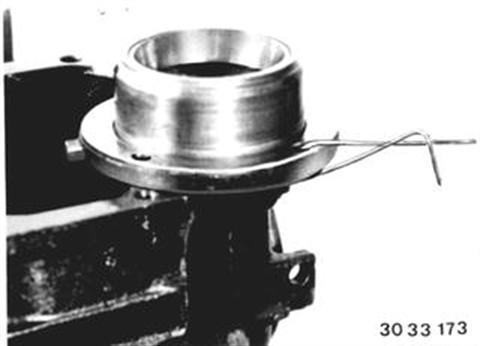 |
Installation: Clean tapped bores thoroughly (with tapper). Heat ring gear to max. 100°c (212°F), checking temperature with a thermo-color pencil. | 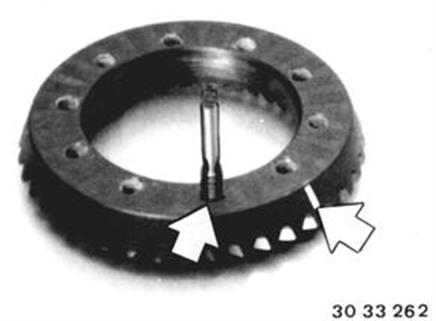 |
Mount ring gear with two locally manufactured staybolts as guides. | 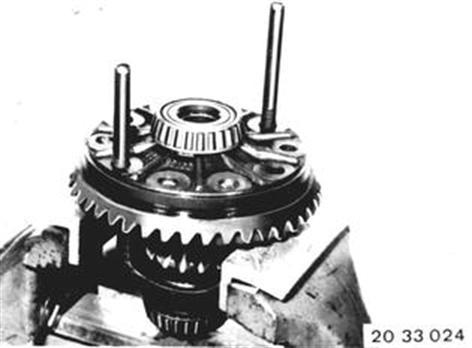 |
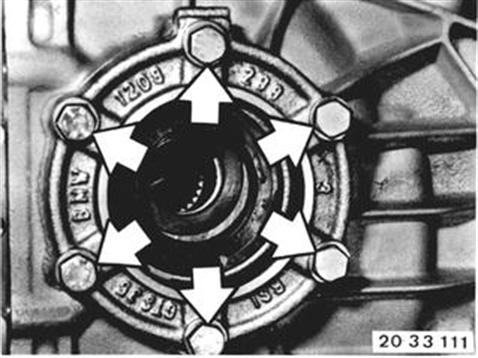
Install new bolts with Loctite No. 270 and tighten in order of 1 ... 10. Tightening torque*. Tighten bolts with torque angle*. * See Specifications
|  |
Install new limited slip differential with ring gear and pulse spider. Install marked side bearing caps with corresponding shims and new O-rings. Tighten bearing cap bolts uniformly. Tightening torque*. * See Specifications
|  |
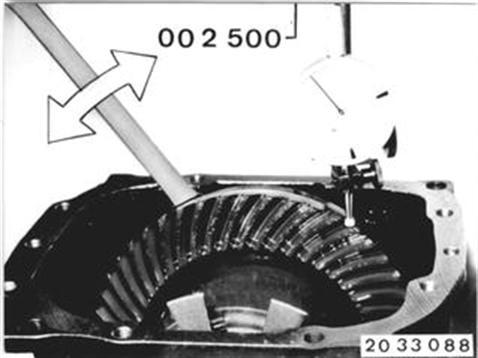
Mount Special Tool 00 2 500 and measure backlash* with the dial gage. Important! The tooth contact pattern is always most important for perfectly adjusted pinion/ring gear sets - see pages 33 - 111 - 112. * See Specifications
|  |
To check the contact pattern, coat ring gear with printer´s ink, turn several times in both directions and then stop the ring gear suddenly with a piece of hard wood. | 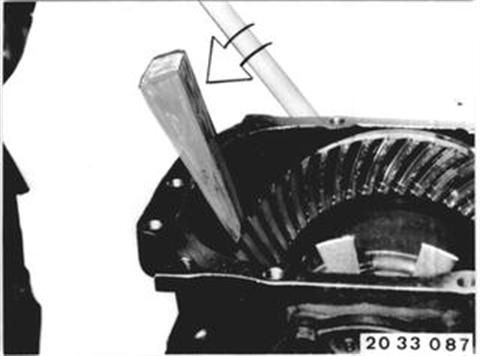 |
The backlash* and tooth cntact pattern are corrected by changing the thickness of both shims (1). If the backlash i too large, install a thinner shim on the ring gear end. If the backlash is too small, install a thicker shim on the ring gear end. An axial displacement of the ring gear by 0.01 mm (0.0004´´) will change the backlash by 0.076 mm (0.0003´´). Important! The total thickness of both shims may no longer be changed. If a thicker or thinner shim was required to correct the tooth contact pattern, the total thickness must be corrected with the second shim, since otherwise the friction torque of the bearings would be changed again. * See Specifications
|  |
Installation: Dip new shaft seals in final drive gear lube. Drive in shaft seals against the stop with Special Tools 33 1 230 and 00 5 500. |  |