Vehicles before change point in 1982 REPLACING REAR RIGHT SIDE RANEL AND TAIL PANEL Read "Introduction"! Remove rear window, trunk lid, trunk lid lock, trunk lid rubber seal, lock cylinder, both tail lights, both license plate lights, rear bumper, tank, both rear seats, center armrest, side trim, seat belt/B-pillar trim, waistline strips, inner window strip, headrests with holders and trim, side window and regulator, window guide rails, striker, inner entrance rail strip, buffer strips, outer B-pillar plate, edge guard and seal for door, entrance plate, door pillar plate, entrance strip, tank flap, trunk mats, spare wheel, tail and side panel trim, rear rain molding and rear wheel. Detach exhaust, carpets and headliner as required. | |
Detin side panel/roof joint. | 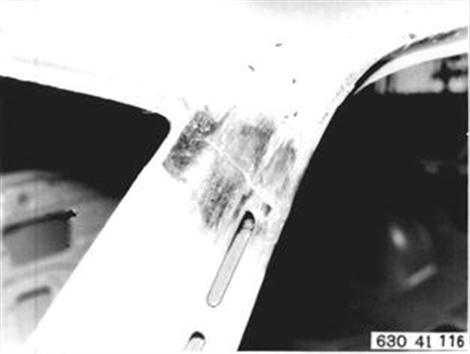 |
Detin side panel/apron joint. |  |
Detin side panel/tail panel joint. | 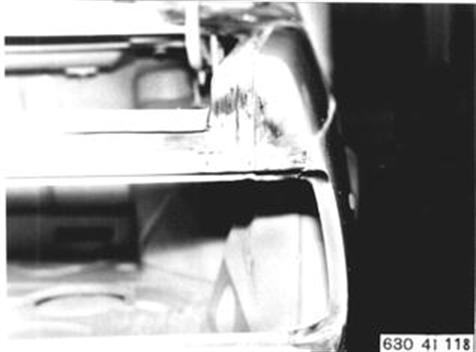 |
Cut through side panel along line. |  |
Cut through side panel along line. | 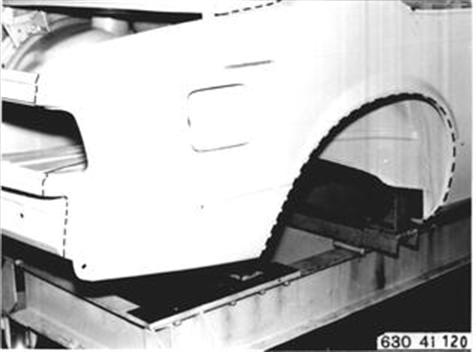 |
Cut through side panel along line. | 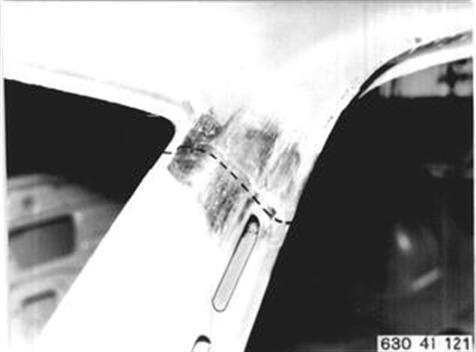 |
Cut out tail panel along line. | 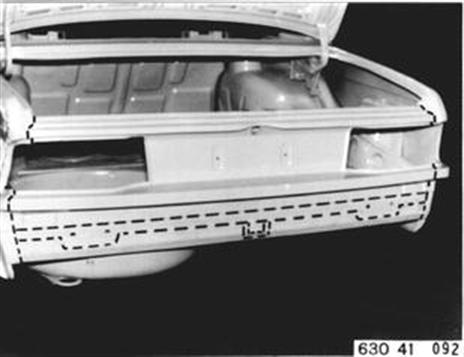 |
Remove scrap metal. | 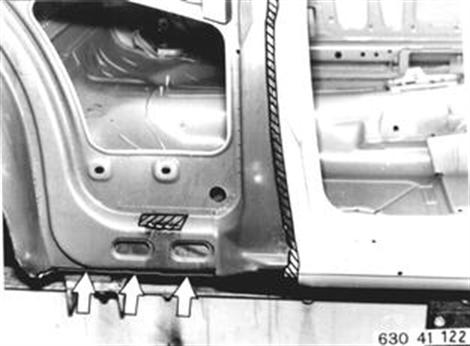 |
Remove scrap metal from C-pillar. | 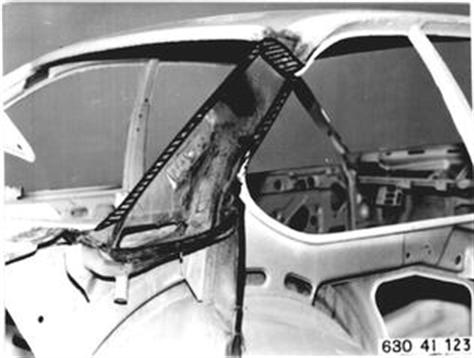 |
Remove scrap metal from wheel opening. | 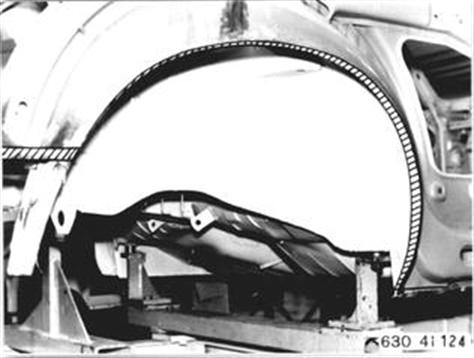 |
Remove scrap metal. Remove scrap metal from tail panel mating surfaces. Align all mating surfaces, grind both sides until bright and coat with powdered zinc paint. | 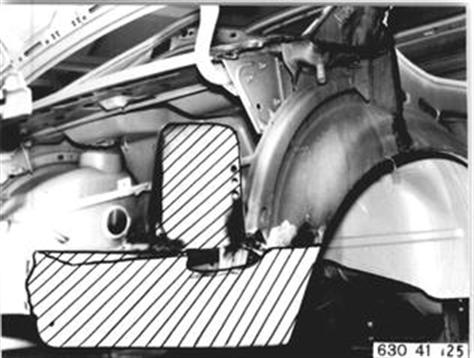 |
Grind both sides of new side panel mating surfaces until bright. | 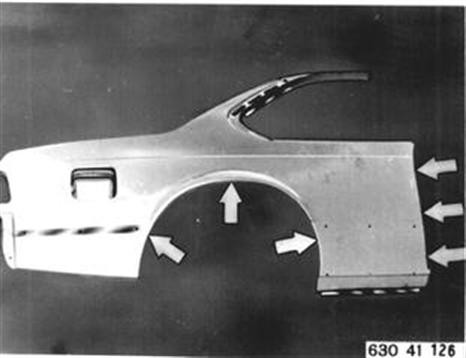 |
Cut off new side panel in area of C-pillar that an overlap of about 60 mm (2.362´´) is guaranteed. | 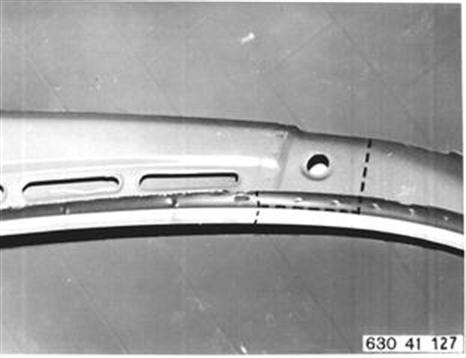 |
Grind both sides of tail panel mating surfaces until bright. | 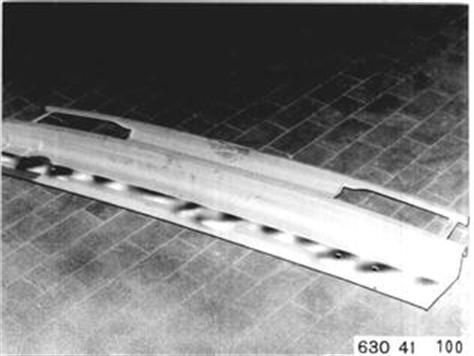 |
Fit side panel and tail panel and hold in place with body pliers. |  |
Check door gap (A). | 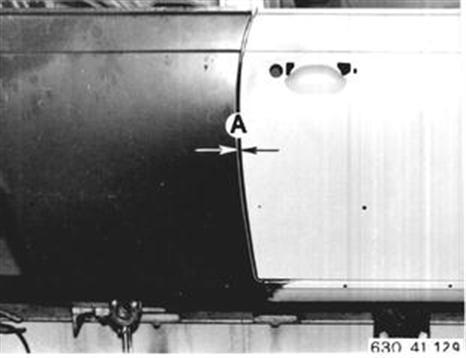 |
Check trunk lid gap (B). | 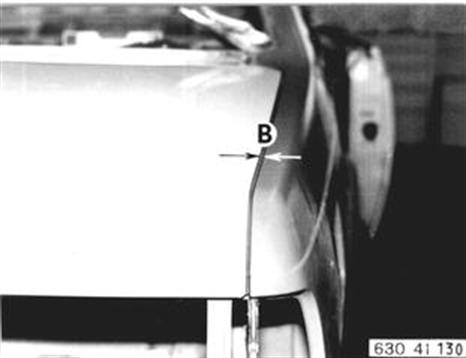 |
Tack weld side panel in area of C-pillar. | 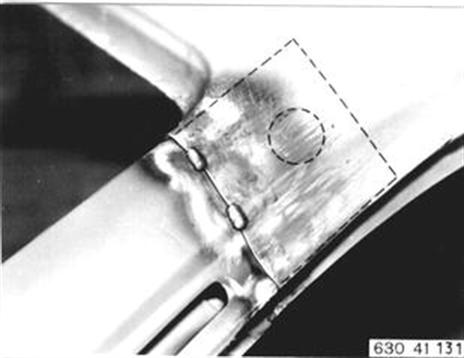 |
Shield arc weld inside of overlap. | 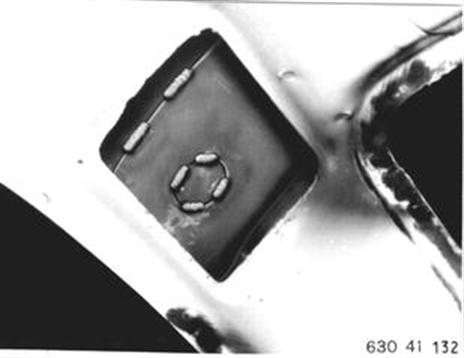 |
Shield arc weld side panel in area of rear window. | 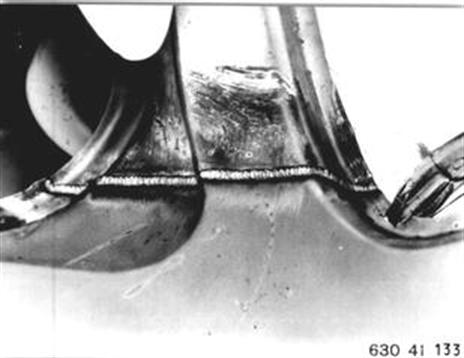 |
Shield arc weld side panel in area of side window opening. | 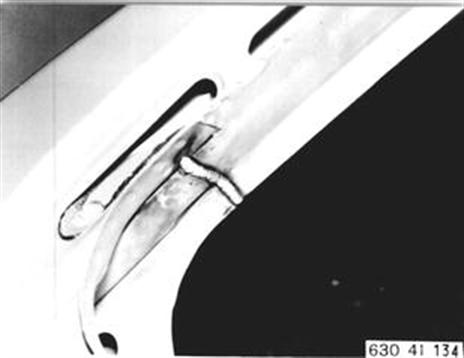 |
Shield arc spot weld side panel to B-pillar. | 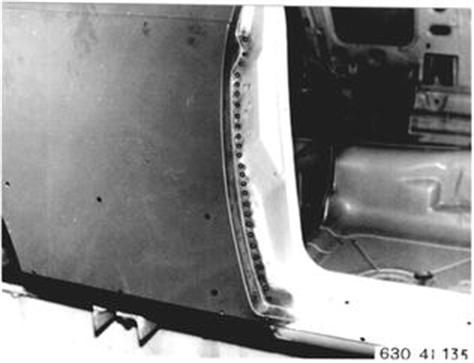 |
Drill holes for shielded arc plug welding in area of entrance. | 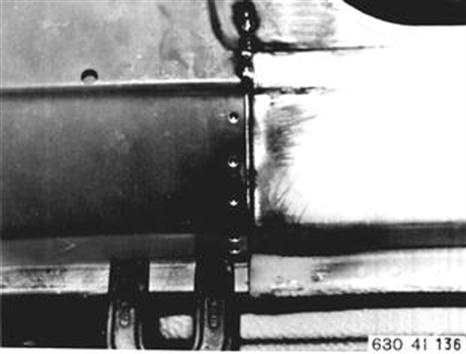 |
Shield arc plug weld side panel in area of entrance. |  |
Shield arc weld car jack holder reinforcement. | 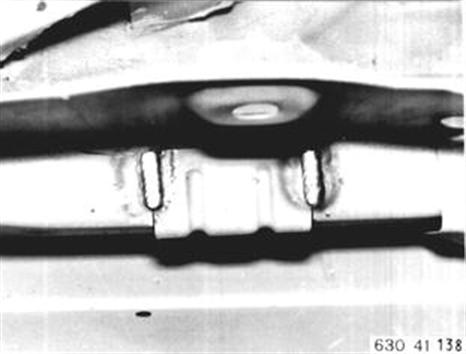 |
Gas weld (autogen) side panel to wheelhouse. |  |
Spot weld side panel in wheelhouse opening. | 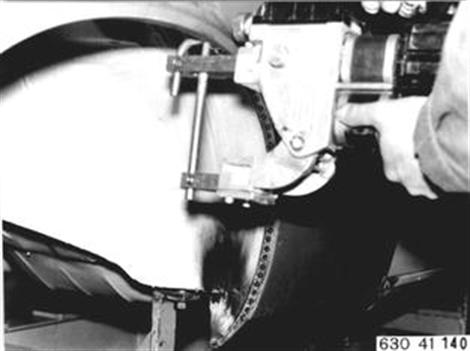 |
Spot weld side panel to entrance. | 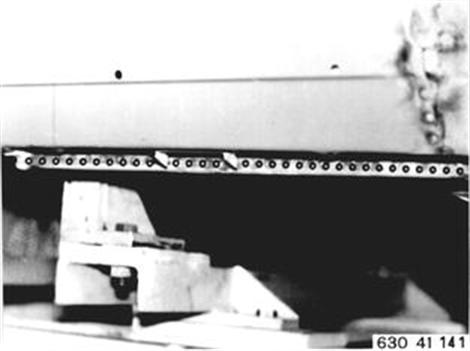 |
Spot weld side panel in area of side window opening and shield arc weld to C-pillar. | 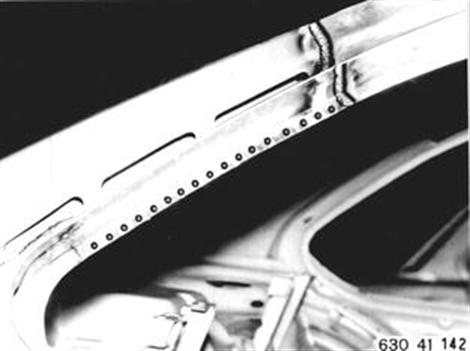 |
Spot weld side panel in area of rear window. |  |
Spot weld side panel to trunk floor plate. | 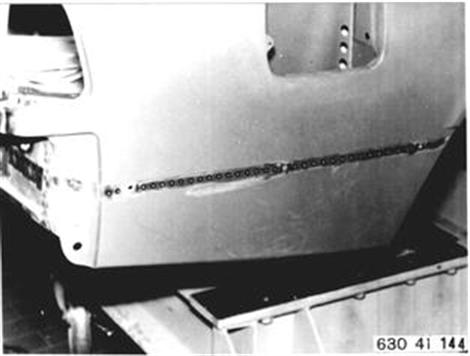 |
Shield arc weld tank filler housing to trunk floor plate. | 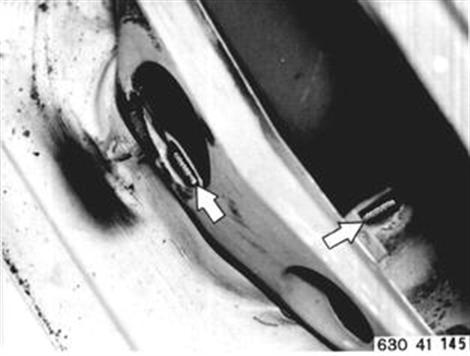 |
Spot weld tail panel to trunk floor plate. |  |
Braze tail panel to side panels and cut off lands in tail light openings. |  |
Shield arc weld trunk partition walls to tail panel. | 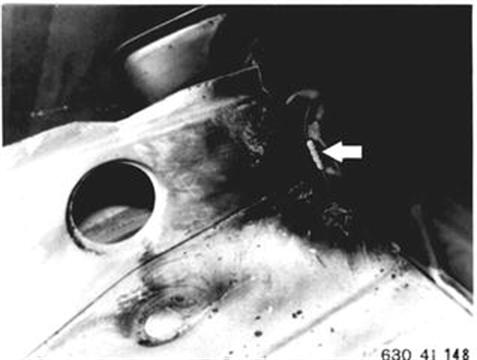 |
Shield arc weld lock support to trunk floor plate. |  |
Shield arc weld trunk floor reinforcement to tail panel. | 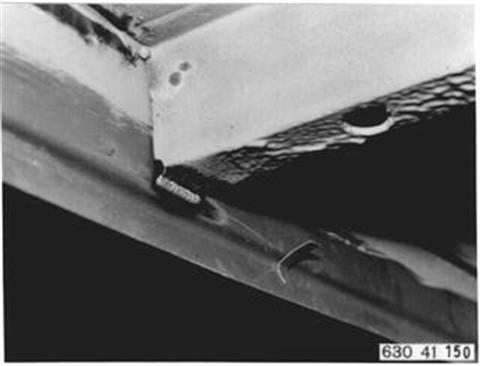 |
Braze side panel in area of entrance. Grind all welding seams. |  |
Tin C-pillar joint. | 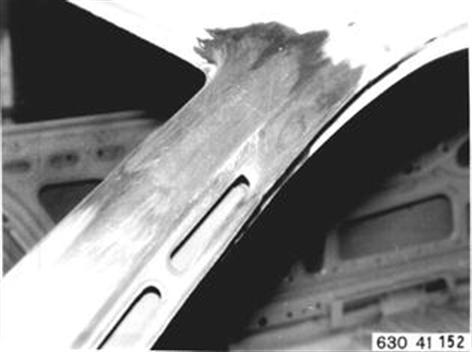 |
Tin side panel / rear window frame joint. | 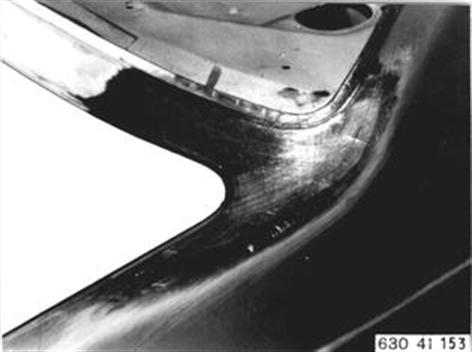 |
Tin side panel / tail panel and trunk lid joints. |  |
Tin side panel / entrance joint. | 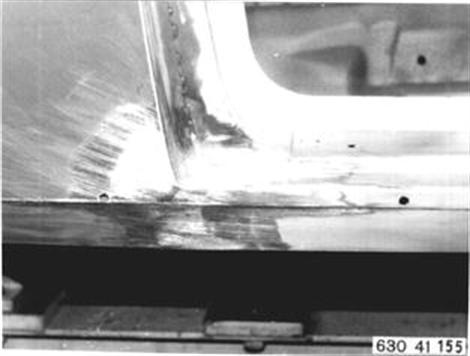 |
Coat all welding seams with powdered zinc paint. Coat joints in area of side window opening with a joint sealing compound. | 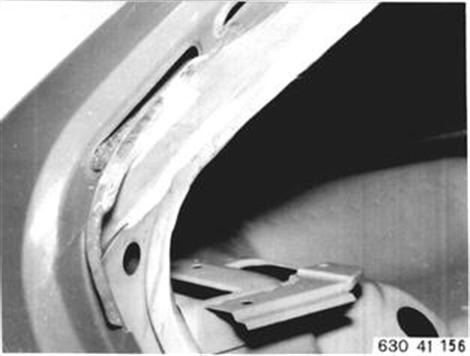 |
Coat joints in area of trunk floor plate / tail panel and side panel with a joint sealing compound. | 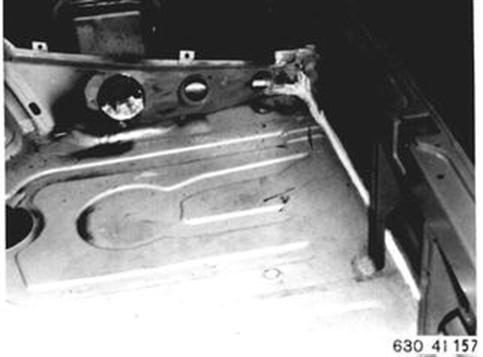 |
Spray tail panel and side panel with Bodyplast. | 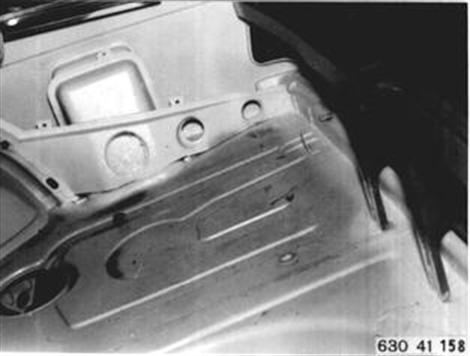 |
Vehicles after change point in 1982 REPLACING RIGHT REAR SIDE PANEL AND TAIL PANEL Refer to information on page 41 - 001. Remove rear window, trunk lid, trunk lid lock, trunk lid rubber seal, lock cylinder, both tail lights, both license plate lights, rear bumper, fuel tank, both rear seats, center armrest, side trim panel, seat belt, B pillar tirm, shoulder plate, inside window cover strip, headrests with holders and trim, side window complete with regulator, window guide rails, striker, inside entrance strip, rubbing strips, outside B pillar plate, door edge guard and weatherstrip, plate on entrance, tank flap, trunk mat, spare wheel, tail panel and side panel trim, rear rain molding strip and rear wheel. Unscrew exhaust assembly. Loosen carpet and roof liner partially. | |
Remove tin from side panel/roof connection. | |
Remove tin from side panel/cowl panel connection. | |
Remove tin from side panel/tail panel connection. | |
Cut off side panel along line. | |
Cut side panel along line. | |
Cut side panel along line. | |
Cut out tail panel along line. | |
Remove scrap metal. | |
Remove scrap metal on C pillar. | |
Remove scrap metal on wheel opening edge. | |
Remove scrap metal. Remove scrap metal on tail panel connections. Straighten and grind both sides of all mating surfaces, and coat with zinc dust paint. | |
Grind both sides of mating surfaces on new side panel. | |
Cut off new side panel in area of C pillar in such a manner that an overlap of approx. 60 mm (2.362´´) is guaranteed. | |
Grind both sides of mating surfaces on tail panel. | |
Fit in side panel and tail panel, clamping with body pliers. | |
Check door clearance (A). | |
Check trunk lid clearance (B). | |
Tack weld side panel in area of C pillar. | |
Inert gas weld overlap on inside. | |
Inert gas weld side panel in area of rear window frame. | |
Inert gas weld side panel in area of side window opening. | |
Inert gas spot weld side panel on B pillar. | |
Drill holes in area of entrance for inert gas plug welding. | |
Inert gas plug weld side panel in area of entrance. | |
Inert gas weld reinforcement for car jack take-up. | |
Autogen weld side panel on wheel house. | |
Spot weld side panel in wheel house opening. | |
Spot weld side panel on entrance. | |
Spot weld side panel in area of side window opening and inert gas weld C pillar. | |
Spot weld side panel in area of rear window. | |
Spot weld side panel on trunk floor plate. | |
Inert gas weld tank filler housing on trunk floor plate. | |
Spot weld tail panel on trunk floor plate. | |
Braze tail panel on side panels and cut off strips in tail light opening. | |
Inert gas weld trunk walls on tail panel. | |
Inert gas weld lock supports on trunk floor plate. | |
Inert gas weld trunk floor plate brace on tail panel. | |
Braze side panel in area of entrance. Grind down all welding seams. | |
Tin out C pillar connection. | |
Tin out side panel/rear window frame connection. | |
Tin out side panel/tail panel connections and trunk lid. | |
Tin out side panel/entrance connection. | |
Coat all welding seams with zinc dust paint. Coat joints in area of side window opening with joint sealing compound. | |
Coat joints in area of trunk floor plate/tail panel and side panel with joint sealing compound. | |
Spray out tail panel and side panel with antidrumming compound. | |